Decoding the shifts in modern automotive customization and performance enhancement.
The global vehicle tuning market is projected to surpass $400 billion by 2030. Tuning is no longer just about aesthetics; it's about thermal efficiency and energy density management.
Traditional engine tuning is merging with EV performance upgrades. High-voltage battery packs and liquid-cooled systems are the new "turbochargers" of the electric era.
Global buyers are shifting focus towards Tier-1 Chinese factories that offer ISO-certified quality alongside competitive industrial-scale pricing.
As a leading Vehicle Tuning Accessories Manufacturer, we understand that true performance comes from the core. Our specialization in aluminum-based cooling and high-capacity lithium-ion systems places us at the forefront of industrial innovation.
Our R&D unit continuously investigates graphene-enhanced battery packs and high-efficiency radiators to ensure our clients stay ahead of market trends.

Years Experience
Global Clients
Quality Inspected
Technical Support
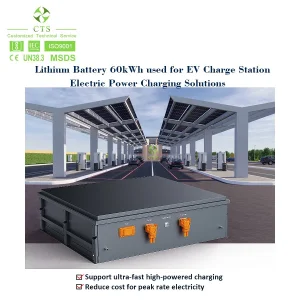
Upgrading logistics fleets with LFP battery packs to ensure 24/7 operation and reduced TCO (Total Cost of Ownership) for E-Trucks and Vans.
Precision-engineered intercoolers and radiators designed for tractors and heavy machinery operating in extreme thermal environments.
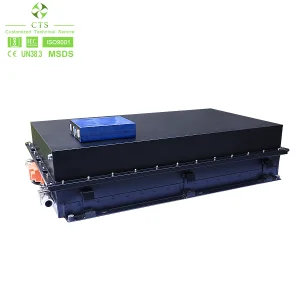
High-voltage battery systems (300V-614V) with integrated Liquid Cooling for electric buses, ensuring passenger safety and long-range reliability.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts. Through continuous innovation, we develop solutions that meet the evolving needs of the market.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.

The transition from Internal Combustion Engines (ICE) to New Energy Vehicles (NEV) has redefined the concept of tuning. Today’s manufacturers must focus on:
China is now the global hub for EV technology. By sourcing directly from a manufacturer like Zhejiang Rock Auto, global procurement teams benefit from a robust supply chain, rapid prototyping capabilities, and significant cost advantages without sacrificing the technical precision required for high-end tuning applications.