In the modern industrial landscape, Vehicle Fleet Management Solutions have transitioned from simple GPS tracking to complex, data-driven ecosystems. As the world pushes toward carbon neutrality, the integration of high-performance electric vehicle (EV) batteries and thermal management systems has become the backbone of sustainable logistics. Global enterprises are no longer just looking for "trackers"; they are seeking integrated power and cooling solutions that ensure 24/7 operational uptime for their electric buses, heavy-duty trucks, and automated guided vehicles (AGVs).
From the bustling ports of Rotterdam to the expansive logistics hubs in Southeast Asia, the demand for reliable, long-lifecycle power packs is skyrocketing. This is where the intersection of battery science and fleet telematics creates real value—reducing the Total Cost of Ownership (TCO) and maximizing energy efficiency.

The procurement landscape for fleet solutions is shifting toward modularity and intelligence. Here are the key trends driving the global market:
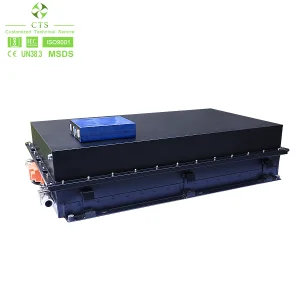
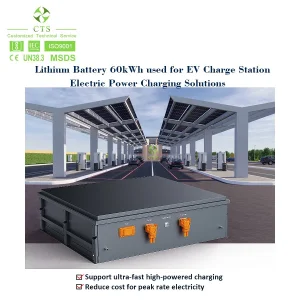
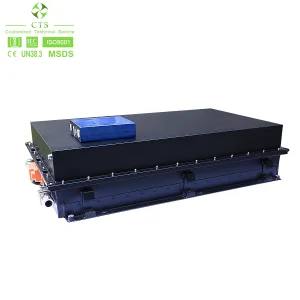
Heavy industries are replacing diesel fleets with LFP and Lithium-ion powered trucks. Procurement managers now prioritize high-voltage systems (300V-600V) that support rapid charging and extended range.
Liquid cooling is no longer optional. For fleets operating in extreme climates—from Middle Eastern heat to Scandinavian cold—active cooling ensures battery stability and safety.
Modern fleet management involves real-time monitoring of Battery Management Systems (BMS). Our solutions integrate seamlessly with AI platforms to predict maintenance needs before they happen.
Whether it's an electric tractor in a French vineyard or an e-bus in a crowded Bangkok street, battery packs must be designed for specific mechanical and environmental stresses.
Compliance with international standards like UN38.3 and ISO certifications is the top requirement for global exporters and European importers.
Circular economy principles are forcing fleet owners to look for batteries with high recyclability and long second-life potential after their primary use in vehicles.

As a leading China Fleet Management Solutions Exporter, we leverage the world's most robust supply chain to provide high-quality components at competitive prices. Our advantages include:
About Us
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.
Our Mission
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
Our Vision
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Our Values: Innovation, Integrity, Sustainability, and Customer Satisfaction.