Engineered for safety, efficiency, and long-range performance.
As the world pivots toward sustainable energy, the Car Battery Management System (BMS) has emerged as the "brain" of modern electric mobility. In the current global industrial landscape, BMS technology is no longer just an auxiliary component; it is the fundamental determinant of battery life, safety, and performance. From North America to the European Union, the demand for sophisticated BMS solutions that can handle State of Charge (SOC), State of Health (SOH), and Thermal Management is skyrocketing.
At Zhejiang Rock Auto Co., Ltd., we recognize that global enterprises are seeking more than just products; they are looking for reliable partners who understand the complexity of high-voltage systems and the critical nature of lithium-ion stability.
Continuous tracking of voltage, current, and temperature to prevent thermal runaway.
Advanced cell-balancing algorithms to maximize the usable capacity of your battery pack.
Years Experience
ISO/TS Certified
Export Countries
Technical Support
Stay ahead with the latest innovations in energy management.
Modern BMS are integrating with IoT and AI-driven cloud platforms to predict battery degradation and optimize charging cycles remotely.
The reduction of wiring harnesses within the battery pack reduces weight, increases range, and simplifies the manufacturing process for high-capacity EV buses.
As solid-state batteries approach commercialization, next-gen BMS are being designed to handle the unique electrochemical profiles of these high-density cells.

The decision to procure Car Battery Management Systems from China is driven by the unparalleled maturity of the supply chain. China currently leads the world in lithium-ion battery production, providing a localized ecosystem where BMS designers and battery cell manufacturers work side-by-side.
Our BMS and battery packs are designed for extreme environments and diverse industries.
Corrosion-resistant housings and waterproof BMS (IP67) for electric boats and luxury yachts.
High-duty cycle performance for automated guided vehicles in smart warehouses and logistics centers.
Scalable battery packs for electric buses and delivery trucks with integrated liquid cooling systems.
Ruggedized battery solutions for electric tractors and harvesters operating in dusty and vibrating environments.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. Additionally, we actively explore new applications for our cooling solutions, ensuring we remain at the forefront of the industry.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks, ensuring that every product meets the highest standards.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.

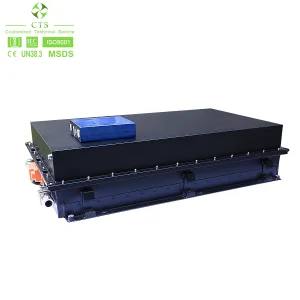
Ready-to-ship and customizable battery management units.