The global automotive landscape is undergoing a seismic shift. As the world pivots from internal combustion engines (ICE) toward carbon neutrality, Hybrid Electric Vehicles (HEV) and Plug-in Hybrid Electric Vehicles (PHEV) have emerged as the critical bridge. This transition has propelled the demand for specialized components—ranging from sophisticated battery management systems to advanced thermal management architectures—into a multi-billion dollar industry.
Currently, the "Top 10 Hybrid Vehicle Components Manufacturers" are those who have successfully integrated AI-driven manufacturing with traditional automotive precision. Factories in China, North America, and Europe are racing to optimize energy density, heat dissipation efficiency, and structural lightweighting. For global procurement officers, the challenge is no longer just finding a supplier, but finding a technical partner capable of delivering IATF 16949-certified components that can withstand the rigorous duty cycles of both passenger and industrial hybrid applications.
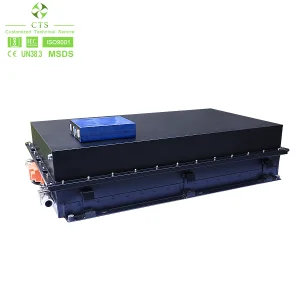
Modern hybrid batteries require precise temperature control. We are seeing a move toward direct-contact liquid cooling plates integrated into the battery housing to maximize life cycles.
Lithium Iron Phosphate (LFP) chemistry is becoming the standard for commercial hybrids (E-Bus/Trucks) due to its safety profile and cost-effectiveness in high-capacity packs.
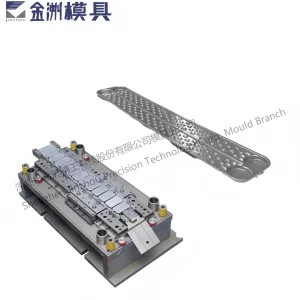
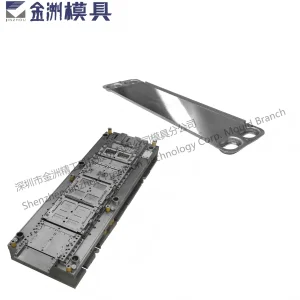
Utilizing laser-clad functional surfaces in stamping dies allows for faster prototyping and significantly higher durability in mass production environments.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.

We are proud to be ISO/TS 16949 certified. Our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks.
Hybrid technology is not a one-size-fits-all solution. In Southeast Asia, the demand is driven by Hybrid E-Buses and transit systems. In the European market, the focus is on high-efficiency PHEV cooling plates to meet strict emissions standards. For North American industrial sectors, Electric Tractors and heavy-duty agricultural machinery require high-capacity, vibration-resistant battery packs.
As a Tier-1 and Tier-2 supplier from China, we offer the following advantages to global procurement teams:
Complete in-house control from raw material sourcing to final assembly, reducing lead times and costs.
Continuous investment in thermal dynamics research and LFP battery chemistry to stay ahead of market curves.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.

State-of-the-art Brazing and Fin Production Line at Zhejiang Rock Auto