Precision-engineered components for advanced cooling and filtration systems.
Understanding the intersection of technology, environment, and industrial efficiency.
The global market for Air Filter Elements has witnessed an unprecedented surge in demand over the last decade. As industrialization accelerates across emerging economies and environmental regulations tighten in developed nations, the role of high-performance filtration has shifted from a "maintenance necessity" to a "strategic asset." Today, air filter elements are critical in protecting high-value machinery, ensuring the purity of cabin air in automotive sectors, and maintaining sterile environments in medical and food-processing industries.
In the commercial landscape, the integration of AI and IoT has introduced "Smart Filtration." Manufacturers are now developing filter elements equipped with sensors that monitor pressure drops and particulate accumulation in real-time. This predictive maintenance approach reduces downtime and optimizes energy consumption, a key factor for ESG-conscious enterprises. China, as a global manufacturing hub, has been at the forefront of this evolution, blending cost-efficiency with high-tech R&D to produce filters that meet ISO and HEPA standards.
Supply Chain Evolution: Global procurement managers are increasingly looking for "One-Stop Factories" that can provide not just the filter media, but the entire thermal management ecosystem—including radiators, intercoolers, and finned tubes. This is where Zhejiang Rock Auto Co., Ltd. excels, providing integrated solutions that ensure every component of the air-cooling and filtration cycle works in perfect harmony. From the brass core dust filters used in construction machinery to precision aluminum tubing for drones, the diversity of China’s output is unmatched.
Years Experience
Global Countries
16949 Certified
Technical Support
Combining expertise, scale, and innovative engineering.
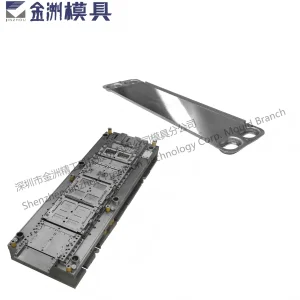
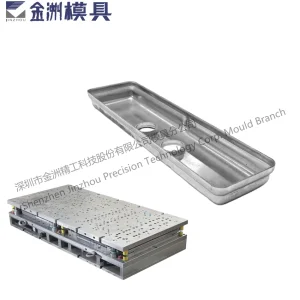
Utilizing high-frequency spiral welding and precision stamping dies to create durable, high-surface-area filter elements and heat exchangers.
Our ISO/TS 16949 certification ensures that every product, from aluminum tubing to HVAC chillers, meets the highest international benchmarks.
Our dedicated R&D unit conducts detailed research and surveys to improve functionality and explore new material applications like 6061 heat-treated aluminum.
Whether it's RV air conditioning in North America or heavy machinery filtration in Southeast Asia, we customize solutions for local environments.
Direct-from-factory pricing combined with high-scale production capacity gives our partners a significant competitive edge in their local markets.
We implement eco-friendly manufacturing processes, focusing on recyclable materials like aluminum and high-efficiency designs that save energy.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance.

To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. Additionally, we actively explore new applications for our cooling solutions, ensuring we remain at the forefront of the industry.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks, ensuring that every product meets the highest standards.
From Precision Aluminum Tubing to Stamping Dies for Air Purification.