In the contemporary industrial landscape, radiator tank manufacturing has transcended its traditional role as a simple containment vessel. As an SEO-optimized perspective, we observe that the "search intent" for industrial buyers has shifted from merely seeking "suppliers" to looking for "engineered thermal solutions." Modern radiator tanks—whether aluminum brazed units or high-performance polymers—are critical nodes in the automotive and heavy-duty thermal management ecosystem.
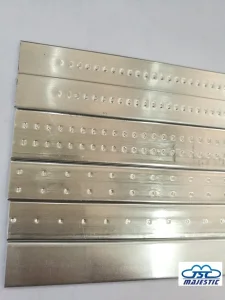
Zhejiang Rock Auto Co., Ltd., established in 2007, represents the paradigm shift in this sector. By integrating IATF 16949 standards, our manufacturing processes prioritize not just volume, but the Information Gain associated with metallurgical stability, precision crimping tolerances, and heat dissipation efficiency. As global procurement demand shifts towards modular cooling, the collaboration between manufacturing precision and material science becomes the new competitive edge.
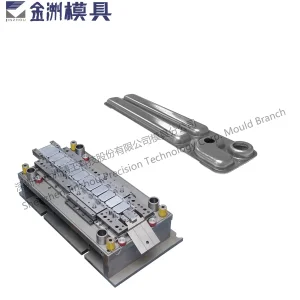
At the core of our manufacturing philosophy is the synergy between advanced hardware and engineering methodology. The production of radiator tanks involves complex workflows:
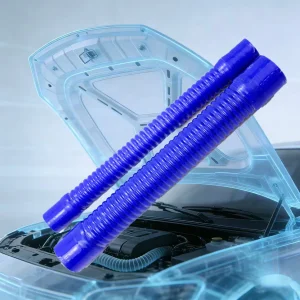
The global radiator tank market is witnessing a distinct pivot towards "Localization through Standardization." Buyers are no longer purchasing isolated parts; they are procuring integrated cooling ecosystems. Whether it's for heavy industry, shipbuilding, or the burgeoning EV market, the requirement is consistent: High-performance, sustainable, and scalable supply.
Zhejiang Rock Auto provides a comprehensive bridge for global entities. By conducting extensive R&D, we tailor solutions for diverse environmental conditions—from high-salt maritime environments requiring specialized coating, to EV battery packs requiring sub-millimeter angular control for liquid cooling plates.
Sustainability is not just a buzzword; it is an industrial mandate. Our manufacturing facility employs brazing furnaces and fin machines designed for energy efficiency. As we look towards the future of thermal management, our R&D unit is focused on:
Our commitment to ISO/TS 16949 certification serves as a testament to our quality assurance. We invite global partners to participate in a sustainable supply chain where technical innovation meets ethical manufacturing.