High-performance parts from China's leading industrial manufacturing hub
The global automotive wheel market is currently experiencing a transformative era. As the "shoes" of a vehicle, Car Wheel Rims have evolved from simple structural components to high-tech engineering marvels. Today, the market is valued at billions of dollars, driven by the increasing production of passenger cars and commercial vehicles globally.
Major industrial hubs in Europe, North America, and Asia are shifting focus towards lightweight materials. The demand for aluminum alloy, carbon fiber, and magnesium rims is skyrocketing as manufacturers seek to improve fuel efficiency and reduce unsprung weight. In the current commercial landscape, aesthetic appeal is just as important as structural integrity, leading to a surge in customized and aftermarket wheel demand.

Years Experience
Global Clients
Certified Quality
Performance Tested
Embracing AI and advanced material science for the next generation of mobility
Electric Vehicles (EVs) require wheels with lower aerodynamic drag to maximize battery range. We are pioneering rims with "aero-blade" inserts and closed-surface designs that reduce turbulence.
Using artificial intelligence, we optimize the weight-to-strength ratio of our car wheel rims. This allows for intricate, organic patterns that are impossible to design via traditional methods but offer superior durability.
The industry is moving toward "Circular Economy" practices. As a top China supplier, we utilize recycled aluminum and low-emission smelting processes to meet global ESG standards.
Global Procurement Needs: International buyers today aren't just looking for a low price; they demand Reliability, Scalability, and Expertise (E-A-T). In regions like the Middle East, off-road durability is key. In Europe, TUV certification and lightweight designs for narrow city streets take priority.
The China Advantage:

Your Trusted Partner in High-Performance Automotive Systems since 2007
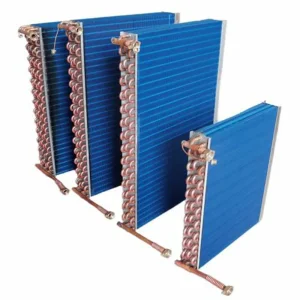
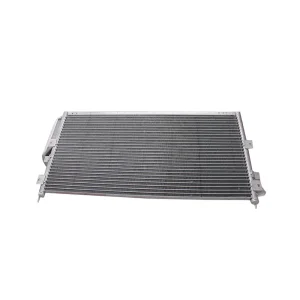
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts. Through continuous innovation, we develop solutions that meet the evolving needs of the market.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. Additionally, we actively explore new applications for our cooling solutions, ensuring we remain at the forefront of the industry.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks, ensuring that every product meets the highest standards.
As a customer-centric company, Zhejiang Rock Auto Co., Ltd. aims to achieve maximum customer satisfaction. We uphold the highest ethical standards in all aspects of our business and are committed to continuous improvement. Our relentless pursuit of excellence has enabled us to expand our presence globally, making us a trusted partner for businesses around the world.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Tailoring car wheel rims and cooling systems for every environment
For markets like Australia and South Africa, our heavy-duty alloy rims are designed with reinforced beads to prevent tire de-seating at low pressures. Coupled with our heavy-duty radiators, your vehicle remains cool even in the harshest desert conditions.
In the urban centers of Dubai, London, and New York, style is paramount. We offer "Diamond Cut" finishes and bespoke multi-spoke designs that provide the mirror-like shine and lightweight agility required for luxury hatchbacks and sedans.
For fleet operators, durability equals profitability. Our forged aluminum rims for trucks offer a 30% weight reduction compared to steel, directly translating to higher payload capacity and lower fuel costs for long-haul logistics.
Premium quality automotive parts for worldwide export
As a premier China car wheel rims supplier and cooling system specialist, we provide the technical expertise and manufacturing scale you need to compete in the global market.