The global automotive industry is undergoing a paradigm shift. As the world moves toward electrification and autonomous driving, the demand for sophisticated car electronics accessories and high-efficiency thermal management systems has reached an all-time high. No longer just a matter of passenger comfort, modern cooling systems are critical for battery longevity, motor efficiency, and the reliable operation of onboard AI computers.
Today's market is driven by the "New Energy" revolution. Electric Vehicles (EVs) require complex liquid cooling loops to manage the intense heat generated during rapid charging and high-speed discharge. As a leading China car electronics accessories manufacturer, we are at the forefront of this evolution, providing the hardware that keeps the next generation of vehicles running cool and safe.
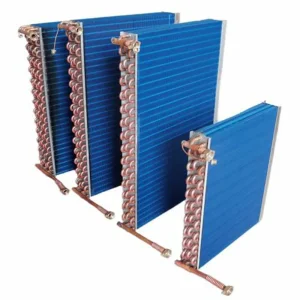
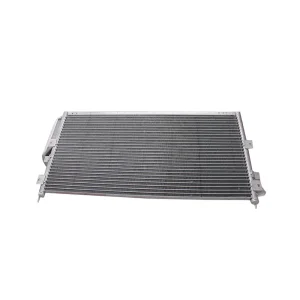
The shift from ICE to EV has made thermal management the "heart" of the car. We specialize in liquid-cooled battery packs and high-voltage condensers that ensure stability in extreme temperatures.
Integration of APP-based remote engine starters and GPS tracking systems is becoming standard. Our electronics suite bridges the gap between hardware and digital convenience.
Using 100% recyclable aluminum and energy-efficient brazing processes, we align with global ESG standards to provide eco-friendly automotive components.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, we have earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, and other specialized applications.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.

Global enterprises require partners who understand localized challenges. Whether it's the extreme heat of the Middle East requiring heavy-duty AC condensers or the freezing winters of Northern Europe needing reliable heater cores, our products are engineered for resilience.

Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This allows us to design solutions with superior functionality tailored to specific client needs.
Utilizing high-precision Brazing Furnaces and Automatic Crimping Machines ensures every joint is leak-proof and every fin is perfectly aligned for maximum heat dissipation.
We uphold the highest ethical standards and are committed to continuous improvement. Our relentless pursuit of excellence has made us a trusted partner for businesses worldwide.
Our Mission: To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
Our Vision: To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Our Values:
As a customer-centric company, Zhejiang Rock Auto Co., Ltd. aims to achieve maximum customer satisfaction. Our dedication to excellence and client satisfaction drives us to approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance.