The global automotive wiring harness market is undergoing a paradigm shift, driven by the rapid electrification of vehicles and the integration of advanced driver-assistance systems (ADAS). As the "nervous system" of any modern vehicle, the wiring harness is responsible for transmitting both power and high-speed data across various Electronic Control Units (ECUs). In today's industrial context, manufacturers are no longer just wire-assemblers; they are critical technology partners in the automotive supply chain.
With the rise of Electric Vehicles (EVs), the demand for high-voltage wiring harnesses has surged. These systems require specialized insulation and connectors to handle up to 800V, ensuring safety and efficiency.
Autonomous driving requires real-time data flow. Modern harnesses now include fiber optics and shielded twisted pairs to support bandwidths exceeding 1Gbps for camera and sensor arrays.
To extend EV range and improve fuel efficiency in ICE vehicles, the industry is moving toward aluminum conductors and ultra-thin wall insulation to reduce overall harness weight by up to 30%.
China has solidified its position as the world's manufacturing hub for automotive components. Specifically, Chinese automotive wiring harness factories offer a unique combination of scale, technical agility, and supply chain integration. By leveraging local raw material sources and advanced automation, we provide global Tier-1 suppliers and OEMs with unmatched cost-effectiveness without compromising on the stringent IATF 16949 standards.
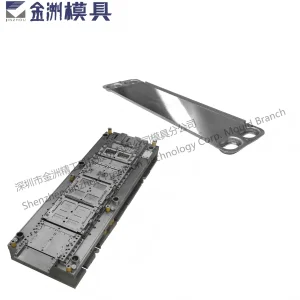
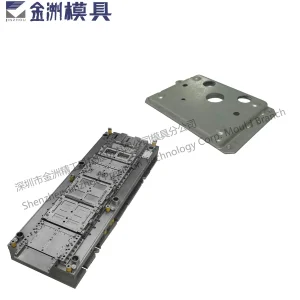
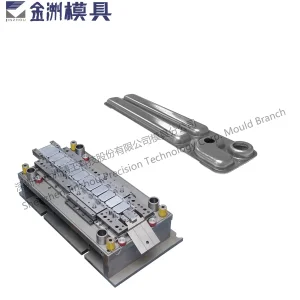
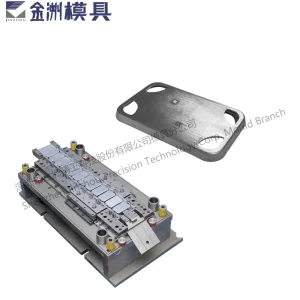
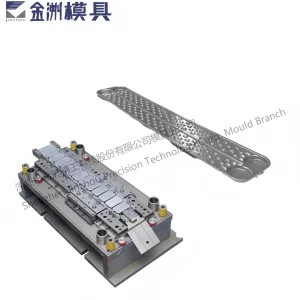
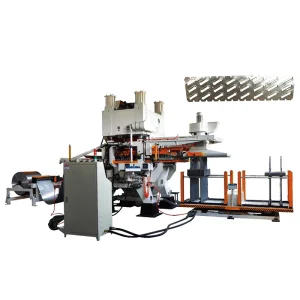
At Zhejiang Rock Auto, our expertise extends beyond simple assembly. We integrate the production of precision stamping dies, aluminum tubing, and cooling components to create a holistic ecosystem for automotive thermal and electrical management. This vertical integration ensures that every connector and housing fits with micron-level precision.

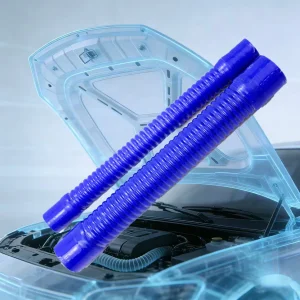
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, we have earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. Our products are widely used in automobile, heavy industry, shipbuilding, and navigation. We are proud to be ISO/TS 16949 certified, utilizing advanced technologies including Brazing Furnaces and Core Assembly Machines.
From the freezing temperatures of Northern Europe to the humid tropics of Southeast Asia, our wiring and cooling components are engineered to withstand extreme environmental stress, including high vibration and chemical exposure.
Global buyers now prioritize supply chain resilience. Our factory's location in the industrial heart of China allows for rapid prototyping and streamlined logistics to major international ports, supporting JIT manufacturing schedules.
Our R&D unit conducts detailed research and surveys to improve performance. This commitment allows us to design new products with superior functionality, tailored to the specific needs of modern EV architectures.
Our Mission: To deliver high-quality and cost-effective cooling and electrical solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
Our Vision: To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.