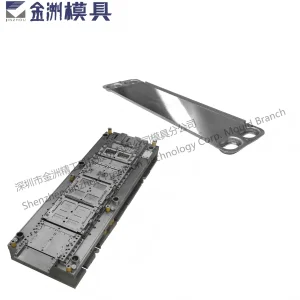
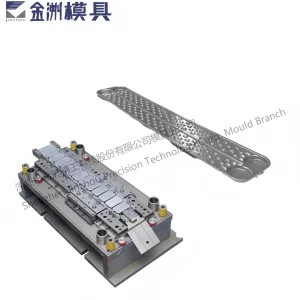
 Oil Cooler Radiator Laminated Plate Stamping Die
Oil Cooler Radiator Laminated Plate Stamping Die
 Durable 100m+ Stroke Plate Fin Die for Radiator Core
Durable 100m+ Stroke Plate Fin Die for Radiator Core
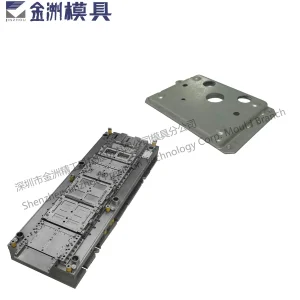
 Dual-Cavity Plate Fin Progressive Die (IATF 16949)
Dual-Cavity Plate Fin Progressive Die (IATF 16949)
 CE/Ukca Dual-Certified Plate Fin Die
CE/Ukca Dual-Certified Plate Fin Die
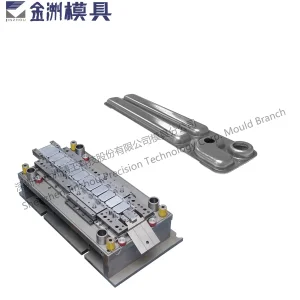
 Hybrid Stacked Fin Tool for Dual-Circuit Oil Coolers
Hybrid Stacked Fin Tool for Dual-Circuit Oil Coolers
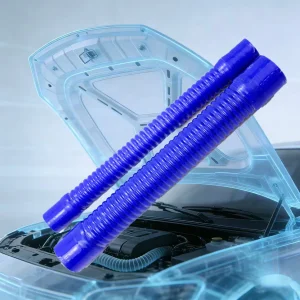
 Customized Rubber Tube 4-Ply Turbo Radiator Connector
Customized Rubber Tube 4-Ply Turbo Radiator Connector
 Heat Resistant Automotive Radiator Silicone Tube
Heat Resistant Automotive Radiator Silicone Tube
 Wholesale Automotive Flexible Silicone Radiator Hose Kit
Wholesale Automotive Flexible Silicone Radiator Hose Kit
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers.

The global automotive water pump market is undergoing a revolutionary transformation. As the heart of the engine's cooling system, the water pump's role has expanded from simple mechanical circulation to complex thermal management. Today, the shift toward Electric Vehicles (EVs) and Hybrid Electric Vehicles (HEVs) has spiked the demand for Electric Water Pumps (EWP), which offer superior efficiency by operating independently of engine speed.
Expert Insight: Thermal management accounts for up to 20% of an EV's range efficiency. Precision-engineered water pumps and high-grade aluminum radiators are no longer optional—they are critical performance components.
Zhejiang Rock Auto Co., Ltd. sits at the intersection of this transition. While traditional Internal Combustion Engines (ICE) require durable mechanical pumps and reinforced silicone hoses, the new energy sector demands lightweight, high-thermal-conductivity aluminum components. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, and molds, proving our versatility across global industrial sectors.
Shift from belt-driven to brushless DC motor electric pumps for precise temperature control in battery packs and power electronics.
Increased use of aluminum alloys and high-strength polymers to reduce vehicle curb weight and improve fuel/energy economy.
Procurement teams now prioritize IATF 16949 and ISO 9001 standards to ensure supply chain reliability and zero-defect manufacturing.

At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients.
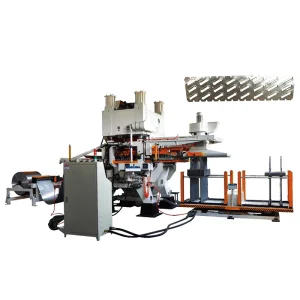
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.
From stamping dies and fin tools to finished radiators and silicone tubes, we control the entire value chain, reducing costs for our partners.
We provide OEM/ODM services with customized dimensions for aluminum tubing, heat-resistant silicone hoses, and precision-engineered stamping dies.
As a seasoned exporter, we understand global trade regulations, including CE and UKCA certifications, ensuring smooth customs clearance for European and American markets.
Automotive water pumps and cooling components from Rock Auto are engineered for diverse environments and specialized applications:
1. Extreme Climate Performance: Our high-temp silicone tubes and reinforced radiators are tested to withstand ambient temperatures from -40°C in Nordic winters to +50°C in Middle Eastern deserts.
2. Heavy-Duty Industrial: Our hydraulic oil cooler dies and plate fin tools serve the construction and mining sectors, where cooling systems must endure high pressure and abrasive dust.
3. Precision Robotics & Aerospace: The use of knurled aerospace-grade aluminum tubing allows for lightweight structural cooling in robotics and specialized aviation components.
4. Commercial Fleet Management: For logistics companies, our 100m+ stroke plate fin dies ensure the mass production of long-lasting radiators that reduce vehicle downtime and maintenance costs.
 Custom Reinforced Black Flexible Silicone Rubber Radiator Tube
Custom Reinforced Black Flexible Silicone Rubber Radiator Tube
 ID 55mm Automotive Reinforced Black Silicone Radiator Tube
ID 55mm Automotive Reinforced Black Silicone Radiator Tube
 High Temperature Resistant Silicone Elbow Hose
High Temperature Resistant Silicone Elbow Hose
 Anti-Static Fire-Retardant Metric Perforated Aluminum Tubing
Anti-Static Fire-Retardant Metric Perforated Aluminum Tubing
 Aerospace Robotics Customizable Brushed Aluminum Tubing
Aerospace Robotics Customizable Brushed Aluminum Tubing
 Automotive China Factory Rubber Turbo Pipes Radiator Vacuum Tube
Automotive China Factory Rubber Turbo Pipes Radiator Vacuum Tube
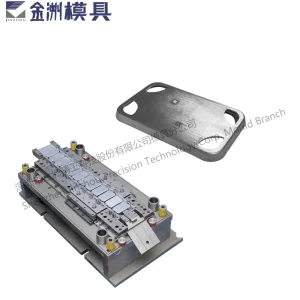
 Durable Steel Stamping Die for Automotive Production
Durable Steel Stamping Die for Automotive Production
 Precision Engineered Stamping Die for Automotive Parts
Precision Engineered Stamping Die for Automotive Parts