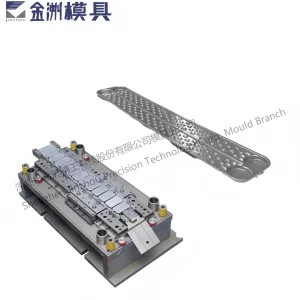
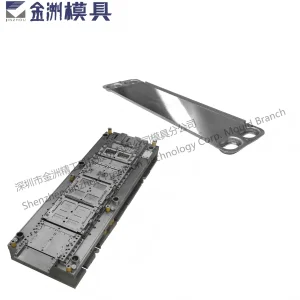
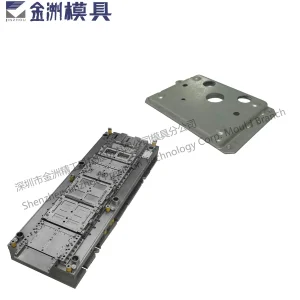
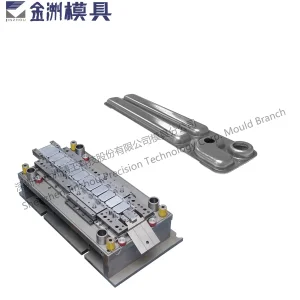
Precision-engineered parts for global automotive supply chains
The global Automotive Timing Belt market is undergoing a significant transformation. As the heart of the internal combustion engine's synchronization, timing belts are critical for maintaining the precise harmony between the crankshaft and camshaft. In 2024, the industry is no longer just about "rubber belts"—it is about material science, high-tensile longevity, and integration with hybrid cooling systems.
With an estimated CAGR of 4.5%, the demand for high-durability EPDM and HNBR timing belts is surging in emerging markets across SE Asia and South America.
Transition from traditional Chloroprene to High-Saturated Nitrile (HNBR) ensures belts can withstand temperatures exceeding 150°C in modern downsized engines.
Global procurement is shifting towards "China + 1" strategies, where Chinese manufacturers provide the high-tech precision required for IATF 16949 standards.
Recognized for excellence in engineering, reliability, and global distribution
Selecting the right manufacturer is vital for automotive safety. Below are the top 10 players dominating the global exporter landscape:
Expertise in Automotive Cooling & Transmission Systems Since 2007
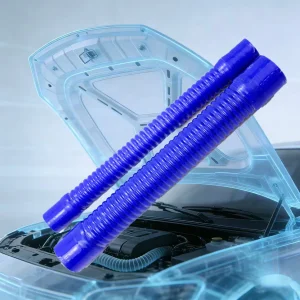
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.

With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
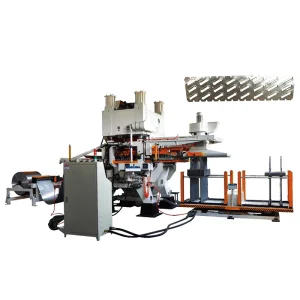
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.
Modern procurement officers are no longer just looking for the lowest price. The current market demands:
Manufacturers are shifting to non-toxic rubber compounds and reducing carbon footprints in production to meet ESG goals.
With the rise of EVs and Hybrids, customized cooling tubes and transmission belts are needed to fit compact engine bays.
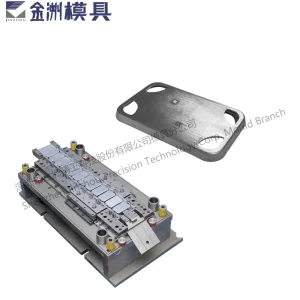
Smart manufacturing and AI-driven quality checks (like our Stamping Dies) ensure zero-defect delivery for large-scale assembly lines.
As a leading Chinese exporter, we offer several competitive advantages:
Explore our full range of certified automotive solutions
Partner with Zhejiang Rock Auto for high-performance cooling and transmission components designed for the next generation of vehicles.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.