The global Automotive Suspension Bushing market is currently undergoing a transformative phase, driven by the escalating demand for vehicle comfort and the rapid electrification of the automotive sector. Suspension bushings, the critical components that act as isolators between the vehicle body and the suspension parts, are no longer just simple rubber components. They are high-precision dampening solutions that define the NVH (Noise, Vibration, and Harshness) profile of modern vehicles.
As of 2024, the market is segmented primarily by material—Natural Rubber vs. Polyurethane—and by vehicle type. The industrial landscape is dominated by heavyweights in Germany, the USA, and China. While European manufacturers focus on luxury and performance-tuned bushings, the Top 10 Automotive Suspension Bushings Manufacturers in China have captured a massive share of the mid-to-high-end global procurement market through technological integration and supply chain optimization.
Projected CAGR of 4.5% through 2030, with increasing adoption in commercial vehicle fleets and luxury passenger cars.
Electric vehicles require specialized bushings capable of handling increased battery weight and instantaneous torque delivery.
Advancements in synthetic elastomers and "smart" adaptive bushings are setting new industry benchmarks for longevity.
Global procurement specialists are shifting their focus from "lowest cost" to "total value of ownership." In the realm of automotive suspension bushings, this means looking for factories that provide IATF 16949 certified quality management and robust R&D capabilities. The trend of "Lightweighting" has pushed manufacturers to explore hybrid bushing designs that combine aluminum housings with high-performance dampening materials.
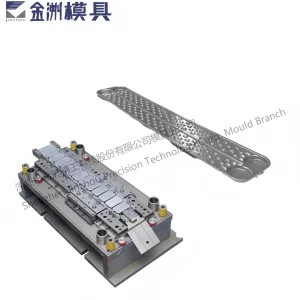
Located in the heart of China’s automotive manufacturing cluster, Zhejiang Rock Auto Co., Ltd. represents the pinnacle of Chinese industrial capability. While many "Top 10" lists focus on brand names, the reality is that many global brands rely on specialized factories like ours for high-precision components, including radiator systems and suspension-related dies.
Our ISO/TS 16949 certification ensures that every product, from a radiator tube to a stamping die, meets the rigorous standards of global OEMs.
We don't just manufacture; we innovate. Our R&D team conducts detailed surveys to enhance functionality and durability in extreme environments.
Leveraging China's integrated supply chain, we offer high-performance solutions at a fraction of the cost of European competitors.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.

With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts. Through continuous innovation, we develop solutions that meet the evolving needs of the market.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. Additionally, we actively explore new applications for our cooling solutions, ensuring we remain at the forefront of the industry.
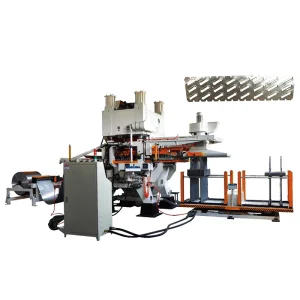
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks, ensuring that every product meets the highest standards.
As a customer-centric company, Zhejiang Rock Auto Co., Ltd. aims to achieve maximum customer satisfaction. We uphold the highest ethical standards in all aspects of our business and are committed to continuous improvement. Our relentless pursuit of excellence has enabled us to expand our presence globally, making us a trusted partner for businesses around the world.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
When evaluating the Top 10 Automotive Suspension Bushings Manufacturers, engineering teams must look beyond the catalog. The complexity of modern suspension systems—MacPherson struts, multi-link systems, and double wishbone setups—requires bushings that offer specific damping coefficients at varying temperatures.
1. Fatigue Life: Top-tier factories use dynamic testing rigs to simulate 500,000+ cycles of stress to ensure bushings won't fail prematurely in the field.
2. Environmental Resistance: High-quality rubber compounds must resist ozone, road salt, and oil contamination, which are the primary killers of suspension components in northern climates.
3. Bonding Strength: The bond between the rubber/polyurethane and the metal sleeve is critical. Advanced adhesive application and vulcanization processes prevent "debonding," which causes the dreaded suspension "clunk."
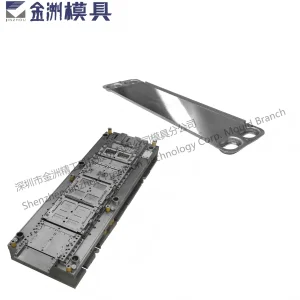
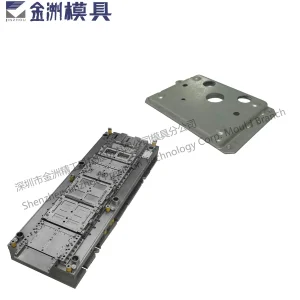
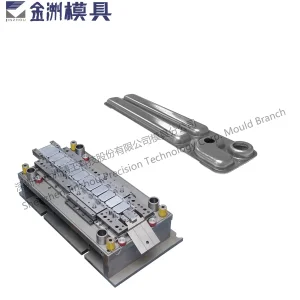
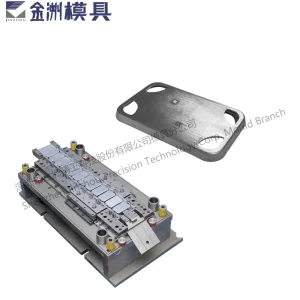
For decades, European manufacturers were the go-to for quality. However, factories like Zhejiang Rock Auto have invested in high-end Brazing Furnaces and Precision Stamping Dies that allow for tolerances previously only achievable in Germany or Japan. By integrating the manufacturing of cooling systems with advanced metal stamping, we provide a holistic manufacturing solution for the automotive sub-frame.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is reflected in our ISO certifications and our long-term partnerships with international logistics and shipbuilding firms. We understand that an automotive component is only as good as the engineering behind it, which is why our R&D unit is involved in every step of the lifecycle.

In conclusion, whether you are looking for high-temperature resistant silicone tubes or seeking a reliable partner for automotive stamping dies, the choice of factory defines your market competitiveness. As the automotive industry moves toward a greener, more efficient future, Zhejiang Rock Auto Co., Ltd. stands ready to provide the components that keep the world moving—smoothly, quietly, and reliably.