The global automotive safety sensor market is undergoing a radical transformation. As the world pivots toward Autonomous Driving (AD) and Advanced Driver Assistance Systems (ADAS), the demand for precision-engineered sensors—from ultrasonic and radar to high-frequency LiDAR—has skyrocketed. These sensors are the "eyes" and "ears" of the modern vehicle, ensuring occupant safety and preventing collisions.
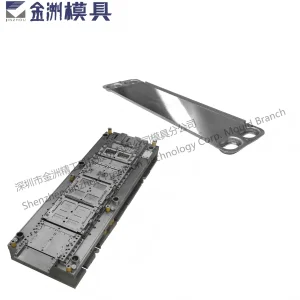
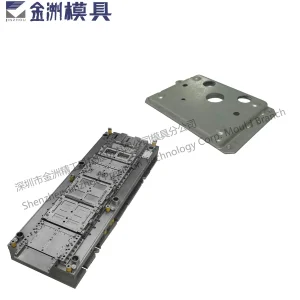
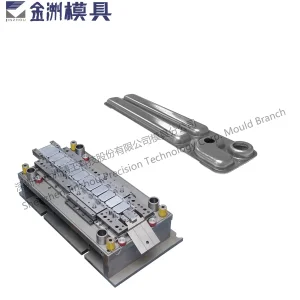
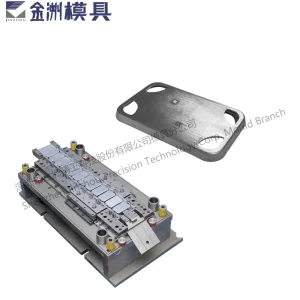
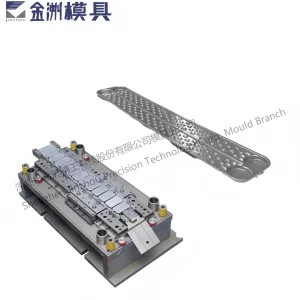
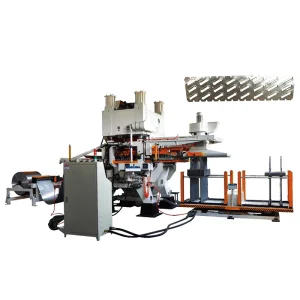
As a premier Custom OEM Automotive Safety Sensors Exporter, we recognize that the physical integrity of these systems depends on high-quality structural components. Whether it is the thermal management of high-processing sensor units or the high-precision stamping dies used to create sensor housings, the industry requires zero-defect manufacturing. Today, the global market is valued at billions of dollars, with a CAGR exceeding 10%, driven by stringent safety regulations such as Euro NCAP and US NHTSA standards.
Transitioning from passive airbags to active collision avoidance systems requires ultra-responsive sensor frameworks.
Electric vehicles demand specialized safety sensors for battery thermal runaway detection and high-voltage isolation.
V2X (Vehicle-to-Everything) communication relies on sensors that can process environmental data in milliseconds.
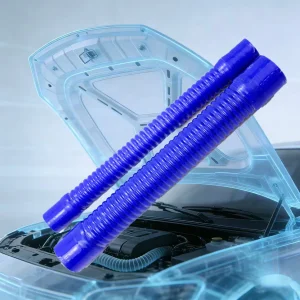
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.

At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts.
Global automotive manufacturers are currently facing a supply chain evolution. Procurement teams in Europe, North America, and Southeast Asia are no longer just looking for "suppliers"—they are looking for strategic manufacturing partners who can provide Custom OEM Automotive Safety Sensors components with high scalability.
Key trends include Sensor Fusion (combining data from multiple sensor types), Miniaturization (requiring extremely precise stamping and molding), and Enhanced Durability (ensuring sensors can withstand extreme temperatures). Our expertise in high-temperature resistant silicone tubes and precision stamping dies directly supports these trends by providing the structural and thermal infrastructure required for sensitive electronics.
Years Experience
IATF Certified
Stroke Die Durability
Global Markets
Located in Zhejiang's industrial heart, we have immediate access to raw materials and logistics hubs, reducing lead times.
Our R&D conducts detailed research to improve functionality and durability, exploring new applications for cooling and sensor housing.
We provide high-quality, cost-effective solutions that allow global OEMs to remain competitive without sacrificing safety standards.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.

Our Mission: To deliver high-quality and cost-effective cooling and safety infrastructure solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
Our Vision: To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.