The global Automotive Cleaning Chemicals market is undergoing a massive transformation. With the rise of shared mobility and high-value EVs, the demand for industrial-grade cleaning solutions has shifted from simple aesthetics to structural maintenance and thermal efficiency preservation.
Modern factories are no longer looking for generic soaps. They require Custom OEM formulations that are compatible with specialized alloys, composite plastics, and cooling system materials like those produced by Zhejiang Rock Auto.
Environmental regulations are driving the shift toward biodegradable surfactants and pH-neutral cleaners. Global procurement teams prioritize manufacturers that adhere to ISO 14001 and IATF 16949 standards.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. Our commitment to excellence is reflected in our ISO/TS 16949 certification and our expansion into the precision automotive chemical maintenance sector.

Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. In the realm of automotive care, this means developing chemical agents that protect the high-precision aluminum-based cooling products we manufacture.
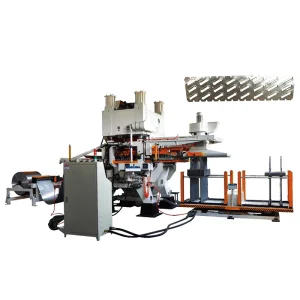
Utilizing state-of-the-art Brazing Furnaces and Fin Machines, we ensure that every hardware component is built to withstand rigorous chemical cleaning cycles without corrosion.
Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts to integrate chemical resistance into the design phase.
Whether it's the European Automotive Cooling Market or the North American industrial sector, our products meet CE/UKCA dual certifications.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
As a customer-centric company, Zhejiang Rock Auto Co., Ltd. aims to achieve maximum customer satisfaction. We uphold the highest ethical standards in all aspects of our business and are committed to continuous improvement. Our relentless pursuit of excellence has enabled us to expand our presence globally, making us a trusted partner for businesses seeking Custom OEM Automotive Cleaning Chemicals and high-precision mechanical components.