High-performance engineering solutions for modern vehicle architectures.
The automotive industry is currently undergoing its most significant transformation since the invention of the internal combustion engine. As we transition toward Electric Vehicles (EVs) and Autonomous Driving, the demand for high-precision Automotive Brake Components and advanced cooling systems has reached an all-time high. Globally, the market for brake system components is projected to grow significantly, driven by the need for enhanced safety protocols and the integration of electronic braking systems (EBS).
In this evolving landscape, the synergy between braking and thermal management is critical. High-performance braking generates immense heat, requiring robust oil coolers and radiators to maintain system integrity. As a top-tier China manufacturer, we bridge the gap between mechanical durability and thermal efficiency, providing the essential building blocks for next-generation mobility.

Years Experience
16949 Certified
Global Markets
Stroke Die Precision
Staying ahead of the technological curve in automotive manufacturing.
New energy vehicles require specialized braking and cooling systems that handle different weight distributions and thermal loads. Our R&D focuses on lightweight aluminum components to extend EV battery range.
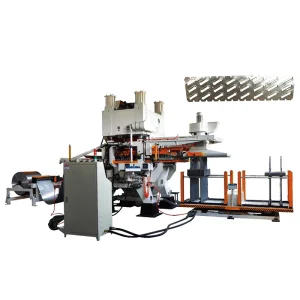
We utilize AI-driven precision stamping and automated quality control to ensure that every brake component and radiator tube meets zero-defect standards required by global OEMs.
Environmental stewardship is a priority. Our manufacturing processes focus on recyclability and reducing the carbon footprint of automotive supply chains through energy-efficient brazing and stamping.
Global automotive buyers—ranging from Tier-1 suppliers to aftermarket distributors—prioritize reliability, scalability, and cost-efficiency. In today's volatile market, having a manufacturing partner with a stable supply chain is vital.
Why Choose a China Top Manufacturer like Zhejiang Rock Auto?
Your Trusted Partner in High-Performance Automotive Solutions.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts. Through continuous innovation, we develop solutions that meet the evolving needs of the market.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. Additionally, we actively explore new applications for our cooling solutions, ensuring we remain at the forefront of the industry.
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks, ensuring that every product meets the highest standards.
As a customer-centric company, Zhejiang Rock Auto Co., Ltd. aims to achieve maximum customer satisfaction. We uphold the highest ethical standards in all aspects of our business and are committed to continuous improvement. Our relentless pursuit of excellence has enabled us to expand our presence globally, making us a trusted partner for businesses around the world.
Our components are engineered for diverse environments and industries.
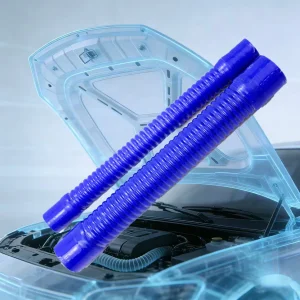
Reinforced silicone hoses and high-efficiency oil coolers for heavy-duty trucks and buses, ensuring engine longevity under heavy loads.
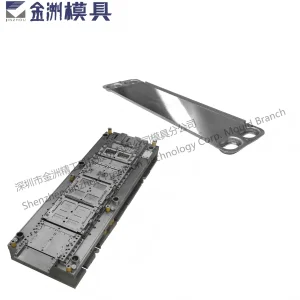
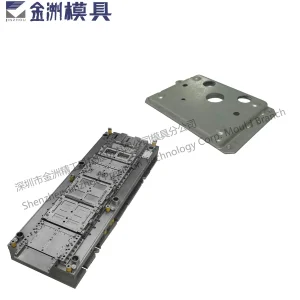
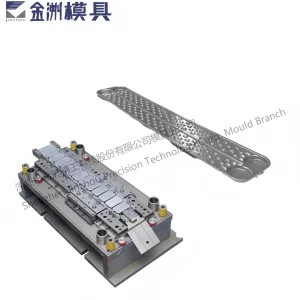
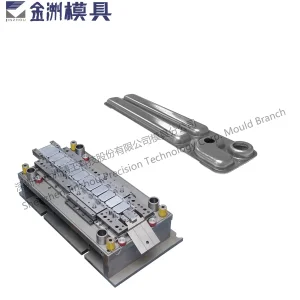
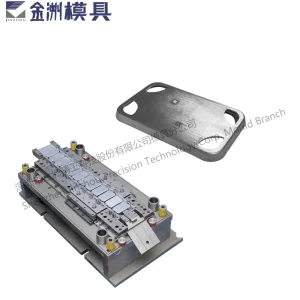
Precision hydraulic oil cooler dies for construction equipment, where vibration resistance and high-pressure durability are paramount.
Corrosion-resistant aluminum tubing and customized cooling solutions designed to withstand harsh saltwater environments.

To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Standard and customized components for the global automotive market.