Industry-standard cooling and electrical infrastructure for high-efficiency alternators.
The global automotive alternator market is undergoing a significant transformation. As the heart of a vehicle's electrical system, the alternator's role has evolved from merely charging the battery to managing complex electronics and supporting mild-hybrid systems. Currently, the market is driven by the demand for high-efficiency power generation and the integration of smart charging technologies.
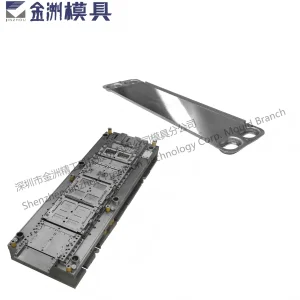
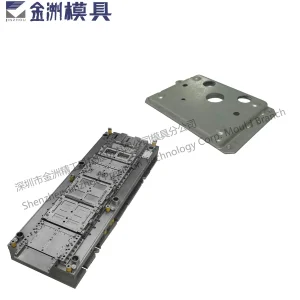
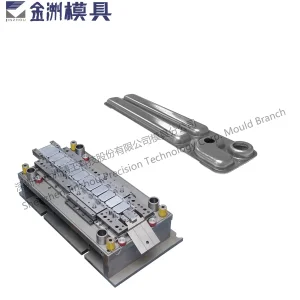
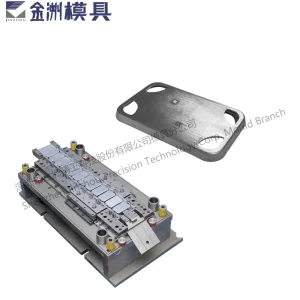
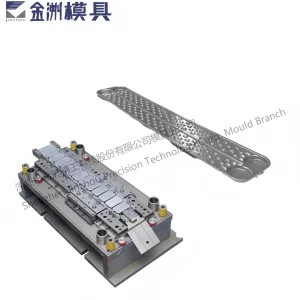
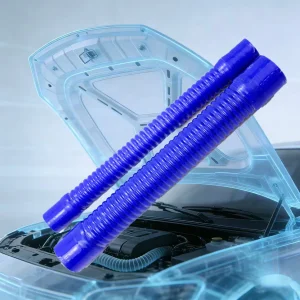
Traditional alternators are being replaced by LIN (Local Interconnect Network) controlled alternators. These units communicate directly with the Engine Control Unit (ECU) to optimize charging based on the vehicle's thermal state and electrical load. As a top China manufacturer, we specialize in the infrastructure required to produce these sophisticated components, including precision dies for alternator housings and advanced cooling tubes for integrated thermal management.
Global buyers prioritize manufacturers with rigorous automotive quality standards to ensure zero-defect reliability in power systems.
The industry is moving towards lightweight aluminum alloys to improve fuel efficiency and reduce the overall carbon footprint of vehicles.
Factories in China now offer end-to-end solutions, reducing lead times and providing competitive pricing for high-volume OEM orders.

Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. With more than 15 years of industry experience, we have earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products.
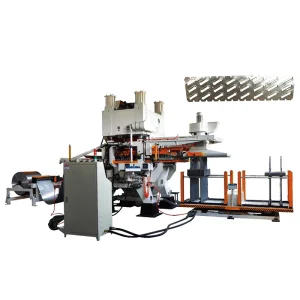
We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. Our mission is to deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations.
Our components are applied across diverse industrial and commercial landscapes.
Providing high-output alternators and cooling tubes for modern sedans and SUVs, ensuring reliable power for infotainment and ADAS systems.
Specialized cooling solutions for alternators used in construction machinery and heavy trucks that operate in extreme heat environments.
Applying automotive alternator technology to small-scale wind turbines and energy storage heat dissipation modules.
At Zhejiang Rock Auto, our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. Our advantages include:

High-durability components for the global automotive supply chain.
To deliver high-quality and cost-effective cooling and power solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.