The global automotive engine components market is undergoing a seismic shift. As the world transitions from traditional Internal Combustion Engines (ICE) to Hybrid and Electric Vehicles (EV), the demand for high-precision, lightweight, and thermally efficient components has never been higher. Today, OEM (Original Equipment Manufacturer) and ODM (Original Design Manufacturer) services are the backbone of this $400 billion industry.
Currently, the market is driven by the need for fuel efficiency and emission reduction. Manufacturers are moving away from heavy cast iron toward high-grade aluminum alloys. This shift is particularly evident in cooling systems, where aluminum's superior thermal conductivity is essential for managing the heat of high-performance turbocharged engines and high-capacity battery packs.
The "Green Revolution" in transport is the primary trend. We are seeing a massive integration of AI in manufacturing (Industry 4.0) to ensure zero-defect production. Furthermore, the rise of EVs has transformed "Engine Components" to include complex thermal management systems that regulate both the motor and the lithium-ion battery environment.
International buyers from Europe, North America, and Southeast Asia are increasingly looking for "One-Stop" suppliers. They require partners who can handle everything from raw material sourcing (like high-frequency welded aluminum tubes) to final assembly and rigorous pressure testing under ISO/TS 16949 standards.
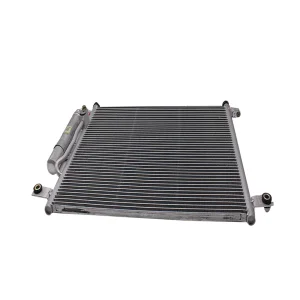
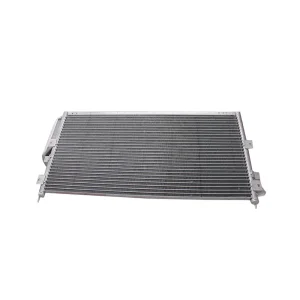
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers.

At Zhejiang Rock Auto, our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients.
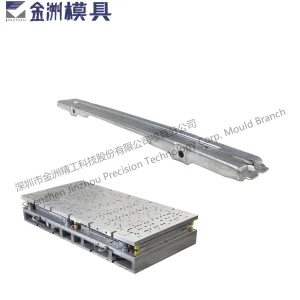
Our state-of-the-art facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. This allows us to maintain tight tolerances and ensure the structural integrity of every radiator and intercooler we produce.
We approach every project with a well-defined strategy, from initial design to final production. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts.
Our skilled and experienced team is proficient in all aspects of the manufacturing process, from design to final quality checks, ensuring that every product meets the highest standards of the global automotive supply chain.
Our products are not limited to standard passenger cars. We provide specialized solutions for:
As a premier Chinese manufacturer, Zhejiang Rock Auto Co., Ltd. offers unique advantages:

To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.