The global automotive engine components market is undergoing a seismic shift. As the world transitions toward higher thermal efficiency and stringent emission standards (such as Euro 7 and China VI), the demand for sophisticated cooling systems and precision-engineered engine parts has reached an all-time high. Modern Internal Combustion Engines (ICE) and hybrid powertrains require advanced oil coolers, intercoolers, and aluminum-plate heat exchangers to maintain optimal operating temperatures under extreme conditions.
Currently, the industrial focus is on lightweighting and material innovation. Automotive Tier-1 suppliers and OEMs are increasingly sourcing high-performance components from factories that can offer IATF 16949 certified quality while maintaining a cost-competitive edge. Our role as a leading Chinese supplier is to bridge the gap between high-end engineering requirements and efficient large-scale manufacturing.

Established in 2007, Zhejiang Rock Auto Co., Ltd. has spent over a decade perfecting the art of aluminum cooling technology. Our engineers bring deep domain knowledge in engine thermal dynamics.
Our dedicated R&D unit conducts detailed research and surveys to improve the performance and durability of radiator tubes, intercoolers, and oil cooler cores. We don't just manufacture; we innovate.
We are proud to be ISO/TS 16949 certified. Every component, from a simple silicone hose to a complex laminated oil cooler die, undergoes rigorous quality checks to ensure zero-defect delivery.
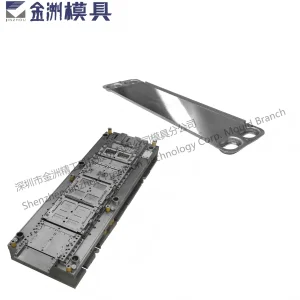
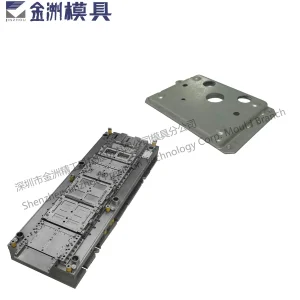
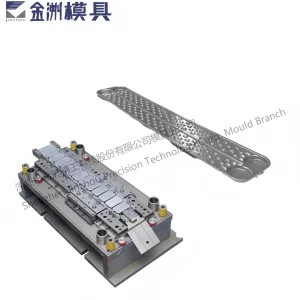
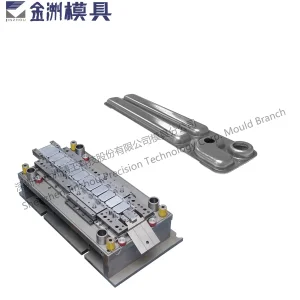
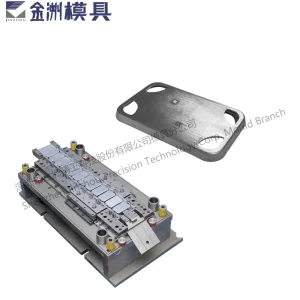
The transition toward energy storage and New Energy Vehicles (NEVs) has expanded the application of engine components into liquid cooling systems for battery packs. Our laminated plate stamping dies and aluminum plate-fin cores are now being utilized in sectors far beyond traditional automotive, including:
Global procurement teams are shifting toward "Direct-from-Factory" sourcing to eliminate middleman costs and gain direct access to engineering support. Zhejiang Rock Auto supports this by offering customized OEM/ODM services with 3D CAD modeling and rapid prototyping.

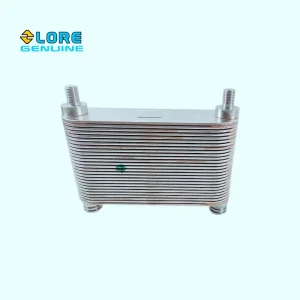
As a leading manufacturer, exporter, and supplier of high-performance auto cooling system components, Zhejiang Rock Auto Co., Ltd. has established itself as a pioneer in the design and manufacturing of aluminum-based cooling products. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.
With more than 15 years of industry experience, we are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts.
Our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines. This allows us to maintain a stable supply chain for international distributors and engine rebuilders who require consistent specifications and durable materials.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.