The global automotive car engine cover market has evolved far beyond its humble origins as a simple dust shield. In the modern era of automotive engineering, engine covers play a critical role in NVH (Noise, Vibration, and Harshness) management, thermal regulation, and aesthetic branding. As international regulations on noise pollution tighten, Tier 1 suppliers and automotive OEMs are increasingly seeking advanced composite materials that can withstand high temperatures while providing superior acoustic insulation.
Today, the industrial landscape is dominated by a shift toward lightweighting. With the rise of Electric Vehicles (EVs) and hybrid powertrains, the traditional engine cover is being reimagined as a multi-functional component that houses electronic control units (ECUs) and manages heat dissipation for battery systems. China has emerged as the global hub for this manufacturing transition, offering a sophisticated supply chain that combines raw material processing with precision molding technology.
The automotive world is witnessing a revolution in material science. Carbon fiber-reinforced polymers (CFRP) and high-grade aluminum alloys are replacing traditional heavy plastics to improve fuel efficiency. Furthermore, the integration of smart sensors within engine covers allows for real-time monitoring of engine compartment temperatures, feeding vital data back to the vehicle’s central diagnostic system.
Increased use of recycled bio-plastics to meet global ESG targets.
Covers designed to optimize airflow under the hood for lower drag.
Advanced heat-reflective coatings for turbo-charged environments.
Easier disassembly for maintenance, reducing long-term service costs.


Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components and engine protective solutions. With more than 15 years of industry experience, we have earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products and specialized covers.
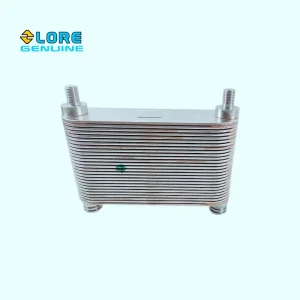
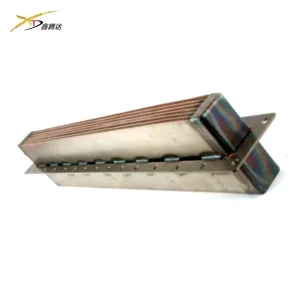
Our competitive advantage lies in our integrated manufacturing ecosystem. Unlike many suppliers who outsource core processes, we maintain in-house control over brazing, fin production, and core assembly. This ensures that every engine cover and radiator core meets the rigorous demands of the global market.
Procurement teams from Europe, North America, and Southeast Asia face unique challenges. In extreme cold climates, engine covers must retain heat to ensure quick starts and prevent oil thickening. Conversely, in tropical regions, the same covers must facilitate heat dissipation while protecting the engine from high humidity and salt spray in coastal areas.
At Zhejiang Rock Auto, we customize our material formulations based on the target market. For commercial fleets, we focus on durability and cost-efficiency. For luxury automotive brands, we emphasize aesthetic finish and superior sound dampening. This localized approach is why our products are found in everything from heavy-duty Cummins marine engines to precision BMW cooling systems.
Specialized gas starting systems and relays for Jinan Diesel marine units.
OE-grade radiators and oil coolers for BMW, Mitsubishi, and GM platforms.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations.
To be a global leader in the auto parts industry, recognized for advanced technologies and environmental stewardship.
Innovation, Integrity, Sustainability, and unyielding Customer Satisfaction.