In the contemporary automotive era, the Air Intake System is no longer just a pathway for oxygen; it is a sophisticated engineering marvel critical to engine longevity, thermal efficiency, and environmental compliance. As global emissions standards like Euro 7 and EPA Tier 3 become increasingly stringent, manufacturers and exporters are shifting toward lightweight materials and precision aerodynamics.
The global market for automotive air intake systems is projected to witness significant growth, driven by the rise in high-performance internal combustion engines (ICE) and the hybrid vehicle market. Industrial giants across Europe, North America, and Asia are seeking Tier-1 quality components that offer reduced air resistance and maximum filtration efficiency. From mandrel-bent aluminum piping to multi-ply reinforced silicone connectors, the demand for "Performance-First" hardware is at an all-time high.

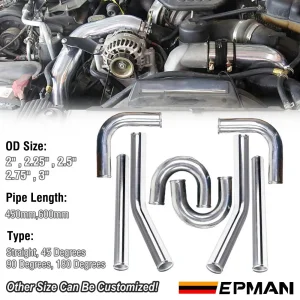
Utilizing CNC mandrel bending and CAD design to ensure zero turbulence in the airflow path, maximizing horsepower gains.
Advanced silicone and aluminum alloys designed to withstand extreme engine bay temperatures exceeding 250°C.
Compliance with IATF 16949 and ISO standards ensures our products fit seamlessly into any international supply chain.
The automotive air intake industry is undergoing a paradigm shift. We are observing three core trends that define the current Top 10 Factory landscape:
At Zhejiang Rock Auto, we stay ahead of these trends by investing over 15% of our annual revenue into Research & Development, ensuring our clients receive tomorrow's technology today.
The Chinese automotive manufacturing sector has matured into a global hub of innovation. Sourcing from a specialist factory like Zhejiang Rock Auto offers a unique blend of "High Quality" and "Cost Efficiency". Our localized supply chain for raw aluminum and high-grade silicone allows us to offer competitive pricing without compromising the IATF 16949 standards expected by Western markets.
Unlike standard distributors, our factory provides full customization. Whether it's a specific "4-Ply Silicone" requirement for heavy-duty trucks or a "Mandrel-Bent Aluminum" kit for a niche racing platform (like the BMW N55 or B58), we have the tooling and the expertise to execute custom blueprints with rapid prototyping capabilities.
Established in 2007, Zhejiang Rock Auto Co., Ltd. has been a leading manufacturer, exporter, and supplier of high-performance auto cooling system components. We specialize in producing a wide range of automotive cooling solutions, including radiator tubes, intercooler tubes, oil cooler tubes, as well as radiators, intercoolers, and oil coolers.

With more than 15 years of industry experience, Zhejiang Rock Auto has earned a reputation as a pioneer in the design and manufacturing of aluminum-based cooling products. We are committed to providing high-quality, cost-effective, and innovative solutions that meet the rigorous demands of our global customers. Our products are widely used in automobile, heavy industry, shipbuilding, sugar processing, packaging, navigation, molds, and other specialized applications.
At Zhejiang Rock Auto, we pride ourselves on our dedication to excellence and client satisfaction. We approach every project with a well-defined strategy, from initial design to final production, ensuring that our customers receive only the best in terms of quality and performance. Our team continuously works to enhance the efficiency of our products, driven by extensive research and development (R&D) efforts.
Our R&D unit is the cornerstone of our business, conducting detailed research and surveys to improve the performance and durability of our products. This commitment to innovation allows us to design new products with superior functionality, tailored to the specific needs of our clients. We are proud to be ISO/TS 16949 certified, and our state-of-the-art manufacturing facility is equipped with advanced technologies, including Brazing Furnaces, Fin Machines, and Core Assembly Machines.
To deliver high-quality and cost-effective cooling solutions that not only meet but exceed customer expectations, while fostering a culture of innovation and sustainability.
To be a global leader in the auto parts industry, recognized for our advanced technologies, outstanding customer service, and environmental stewardship.
Innovation, Integrity, Sustainability, and Customer Satisfaction drive every decision we make at Zhejiang Rock Auto.
When searching for the Top 10 Automotive Air Intake Systems Factory, professional buyers look for more than just a catalog. They look for Experience, Expertise, Authoritativeness, and Trustworthiness (E-E-A-T). Here is how we define the industry standard:
We use high-grade 6061-T6 aluminum and high-density silicone with heat-stabilized reinforcement. This ensures our pipes don't collapse under vacuum or expand excessively under boost pressure, a common failure in low-tier products.
By utilizing mandrel bending technology, we maintain a constant internal diameter through every curve. This reduces air turbulence and ensures that the engine receives a laminar flow of cold air, which is denser and contains more oxygen for combustion.
Our IATF 16949 certification isn't just a badge; it represents a rigorous quality management system that tracks every raw material batch and every production run, providing full traceability for our global export partners.
Every intake system design undergoes pressure testing and fitment verification on actual vehicle chassis. We don't just sell parts; we sell verified performance increases and mechanical reliability.
"The difference between a generic pipe and a professional intake system is the delta in intake air temperature (IAT). Our systems are engineered to keep IATs as close to ambient as possible, even in high-load scenarios." - Zhejiang Rock Auto Engineering Team.