Specifically optimized to handle the intensive heat and high-abrasion operating conditions of Sub-Saharan Africa.



Namibia hosts some of the harshest environments on earth. Operating commercial vehicle fleets, transport logistics, and heavy mining machinery across the Namib and Kalahari deserts demands unparalleled cooling efficiency. High thermal loads combined with fine abrasive dust put immense strain on radiators.
For the logistics corridors linking the Port of Walvis Bay to neighboring landlocked regions like Botswana, Zambia, and Zimbabwe, standard auto parts fall short. Vibrations, heat cycles exceeding 45°C, and sand intrusion require custom-manufactured cooling tubes that offer maximum heat dissipation and structural integrity.

Moving away from generic production toward highly efficient, application-specific thermal engineering.
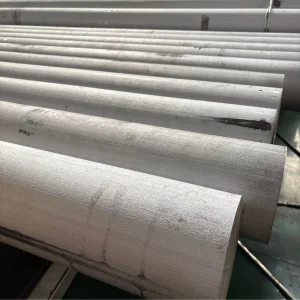
In modern high-performance cooling systems, lightweight aluminum alloys have largely overtaken copper-brass due to their strength-to-weight ratio and superior recycling potential. Zhejiang Rock Auto utilizes state-of-the-art High-Frequency Welded (HFW) processing lines to construct thin-walled tubes with high burst pressure. This process guarantees a microstructurally sound weld seam capable of resisting mechanical fatigue and thermal pulsing, which are prevalent in heavy haulage across Namibia.
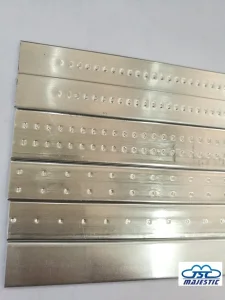
By engineering internal modifications such as the "Dimple Hourglass" profile, we create optimal turbulence in the fluid path. This breaks down the thermal boundary layer, greatly increasing the cooling capacity of the fluid without requiring larger radiator cores.
For operations in extreme climates, we construct tubes with wall thicknesses down to 0.15mm while maintaining burst pressures that exceed typical commercial thresholds. These lightweight components improve engine efficiency, helping to reduce overall fuel consumption.
Industrial procurement departments demand strict compliance with international manufacturing benchmarks. We ensure clear operational reliability through:

Established in 2007, Zhejiang Rock Auto Co., Ltd. has grown into a premier manufacturer, exporter, and global supplier of high-performance automotive cooling system components. Our core focus centers on the engineering of high-quality radiator tubes, intercooler tubes, and oil cooler tubes, alongside complete cooling assemblies.
With over 15 years of industry experience, we have specialized in aluminum-based cooling designs. We are proud to serve global sectors spanning passenger transport, commercial haulage, agricultural machinery, and heavy industrial applications.
Our state-of-the-art facility operates under ISO/TS 16949 certification, featuring advanced Controlled Atmosphere Brazing (CAB) furnaces, high-speed fin forming machines, and automated core assembly systems. Backed by a dedicated R&D team, we continuously develop solutions tailored to challenging operating conditions, including Namibia’s high-temperature and dust-heavy environments.
To deliver durable and cost-effective cooling solutions that exceed expectations, fostering a culture of innovation and supply chain reliability.
To be a global benchmark in thermal systems production, recognized for advanced metal-forming technologies and long-term customer relationships.
Quality First, Ethical Partnerships, Environmental Responsibility, and Constant Technological Evolution.
Browse our full selection of aluminum high-frequency welded tubes, finned designs, and silicone solutions suitable for heavy industrial configurations.










Reliable global logistics routes, quality assurances, and custom compliance handling for African enterprises.
Zhejiang Rock Auto guarantees full compliance with ISO/TS 16949 and ASTM standards for seamless customs clearance at Walvis Bay port. All shipments are accompanied by mill test certificates and dimensional inspection records.
We maintain strong relations with international shipping lines, offering containerized and LCL shipping configurations. Protective anti-humidity films are applied to all shipments to prevent ocean-air surface oxidation.
Need non-standard dimensions for specialized mining or construction equipment? Our engineering team designs custom high-performance tubes based on user-provided samples or 3D CAD files.
Technical answers regarding materials, performance verification, and ordering logistics for our Namibian industrial partners.
Our tubes are made using high-quality aluminum alloys (like 3003-series clad with 4343 or 7072 brazing alloys) designed for high thermal conductivity and mechanical strength. These alloys maintain their structural integrity and cooling performance at temperatures exceeding 45°C, ensuring dependable cooling under high ambient loads.
We provide flat profiles, optimized H-type finned tubes, and custom dimple designs that resist sand lodging and dust build-up. We also use thicker-walled alloys in areas prone to abrasion, extending the overall service life of the radiator core in dusty mining and construction zones.
Operating under our IATF 16949 certification, we perform comprehensive quality checks. Each batch undergoes continuous inline Eddy Current Testing to detect weld seam anomalies, burst pressure validation, tension testing, and metallurgy verification to guarantee consistent production quality.
Standard production ranges between 25 to 35 days depending on the customization required. Sea shipping to the Port of Walvis Bay from Ningbo or Shanghai port takes approximately 30 to 40 days, including export customs processing. We provide secure packaging to protect shipments from salt-air oxidation during transport.
Yes. We regularly supply custom tubes for heavy earthmoving machinery, mining haulage trucks, and industrial equipment. Our engineering department can design specialized dimensions, wall thicknesses, and internal fin structures using client-provided blueprints or technical samples.
Contact our application engineering team today for technical catalogs, material specifications, or custom design quotes tailored for the Namibian market.
Send Inquiry Now